There are a lot of people who have come before us that we can learn from. Whether a business leader, a sports legend, a writer or other artist, a parent, a president or anyone else that accomplished something unique, there are countless examples to choose from. With the right lens and set of goals, we can learn from those who came before us. We can apply what we learn to our own adventures to avoid certain pitfalls and get whatever we ultimately seek. This a space to break down those who have come before us.
A Brief History of Industrial Engineering
Industrial Engineering is a broad discipline focused on optimizing the delivery of goods and services. The name misleadingly implies that one would only work in a factory or manufacturing, but the name doesn’t tell the whole story. Industrial, rather than a reference to large scale manufacturing, is a reference to industry, as a whole. It encompasses things like Process Optimization, Lean Manufacturing, Project Management, Operations Research, Facility Design, Simulation, Automation, Research, Design, Time Studies, and Management. IE was born from the field of Scientific Management and has inspired fields like Human Factors and Ergonomics. Giant consulting firms like McKinsey and Bain are paid millions of dollars a year to find ways to improve a business. Both companies are built on a foundation of Industrial Engineering.
Industrial Engineers are people-first problem solvers. By combining the technical problem solving of an engineer with business management acumen, they are highly valuable in every business. If a Mechanical Engineer is concerned with solving problems related to mechanics, an IE is concerned with solving problems related to industry (read: business). IE’s may integrate disparate departments in an organization to develop productive, efficient processes, might lead projects, or work on large unstructured problems to improve how products or services get into the hands of paying customers. From forestry to banking, manufacturing to management, oil and gas extraction to sustainability, design to destruction, elimination to automation, IEs have a hand in everything. The field originated over 100 years ago with a simple observation; some workers are more productive than others.
Frederick Taylor
Industrial Engineering dates back to the late 1800s. Frederick Winslow Taylor, the father of IE was born in 1856. He was a trained Mechanical Engineer who became obsessed with identifying the fastest way to do work. Taylor was the first Management Consultant, a Tennis champion, author of the book Principles of Scientific Management and had much influence on legendary Management Consultant Peter Drucker. He believed strongly that productivity and efficiency was the responsibility of the manager, not of workers. Taylor recognized that by focusing attention on how work was completed, the fastest way to accomplish any task could be discovered, thus managers could instruct workers accordingly. At the time of his studies, a common practice in the workplace was soldiering. Employees, afraid there would be a shortage of work if they completed their tasks too quickly, would work slowly on purpose to make sure they remained employed. Taylor recognized that ending the practice of soldiering would mean two things; there would be no shortage of work, and there was untapped prosperity available by working more effectively. Taylor’s focus on studying work to improve output came to be known as Scientific Management.
His most famous work was a study on Crude Iron handling (also known as Pig Iron) at the Bethlehem Steel Company 1 in Philadelphia, PA. At Bethlehem Steel, the task at hand was to increase the daily output of a worker by analyzing how they moved iron. The typical motions were picking it up from the ground, moving up a ramp, onto a train cart and setting the iron down. By paying close attention to what motions a worker performed, timing how long the actions took, and measuring what distance was traveled, Taylor was able to identify ways to improve performance (aka output). His first measurements showed that an average worker was capable of moving 12.5 tons of crude iron in a day. If you’re not familiar with this story, take a moment to guess what the output increased to after implementing changes. Is it reasonable to increase output by 50%? Could it be doubled? Actually, it was nearly a four hundred percent increase in productivity. Taylor brought personal daily output from 12.5 tonnes of iron moved per day, up to a whopping 47.5 tons.2 By studying motions, directing movement, incorporating rest breaks, and training employees to minimize unnecessary actions, Taylor increased daily output by 380%. His work led to far greater output for the business, higher wages for employees and greater profits for the employer. His work was even the inspiration for rest breaks (now mandatory in most businesses).
In addition to the crude iron handling work Taylor did, he also developed and patented a new method of cutting steel. By creating custom slide rules that made clear what speed and feed rate were best for different types of steel, the time it took to cut dropped by over fifty percent.1 In certain cases, the new time to cut steel was nine times faster than previously. As workers were able to improve the speed they worked, their wages went up by thirty five percent.1 As a percentage of revenue, the cost to employ workers went down. It was a win-win for both workers and the business.
Taylor defined four new duties managers would have under his Scientific Management.3
- They develop a science for each element of a man’s work, which replaces the old rule-of-thumb method.
- They scientifically select and then train, teach, and develop the workman, whereas in the past he chose his own work and trained himself as best he could.
- They heartily cooperate with the men so as to insure all of the work being done in accordance with the principles of the science which has been developed.
- There is an almost equal division of the work and the responsibility between the management and the workmen. The management takes over all work for which they are better fitted than the workmen, while in the past almost all of the work and the greater part of the responsibility were thrown upon the men.
Taylor also defined two specific principles of Scientific Management. “Prosperity for the employee coupled with prosperity for the employer.” His work created a significant amount of wealth for both employee and employer through increased wages and revenue. Taylor made it a point to not induce injury through overwork, rather he achieved prosperity through careful planning and scheduling. By most accounts, Taylor’s work was incredibly beneficial, but he certainly broke a few eggs along the way.
Not everyone has been impressed by Taylor. He’s a controversial figure for a few reasons. His work is often questioned for validity and referred to as micromanaging. The worker he chose for his crude iron handling experiment, for example, was a stronger than average person, leading to questions about its repeatability. Others have criticised Taylor for trying to suppress workers’ motivation and ambition, and he’s been accused of coercion.4 His work is often called Taylorism and negatively referenced with a stopwatch. Taylor addressed criticism with a comparison to surgeons-
“…he is quickly given the very best knowledge of his predecessors; and, provided… with standard implements and methods which represent the best knowledge of the world up to date, he is able to use his own originality and ingenuity to make real additions to the world’s knowledge, instead of reinventing things which are old.”
He believed strongly in using past knowledge to the advantage of current workers. Taylor’s work, concerning as it may be, was not being done in a silo, though. At the time he was studying motion and scientific management, not far away were Frank and Lillian Gilbreth. Their studies would compliment Taylor’s and lead to more leaps in the world of process improvement.
Lillian and Frank Gilbreth
At the same time Taylor was developing his theories on Scientific Management in Philadelphia, Lillian and her husband Frank Gilbreth were busy doing motion studies in New Jersey. Frank and Lilian Gilbreth, like Taylor, are figureheads of Industrial Engineering for their contributions. Frank had little formal education, worked in construction and later became an Industrial Engineer and Management Consultant. Lillian was a trained Psychologist, completing her PhD through the University of California, Berkley in 1911.5 & 6 The couple ran a consulting firm together, had twelve kids, and were famously portrayed in the book and subsequent movies, Cheaper by the Dozen. Their work, paired with Taylor’s, became the foundation for time-and motion studies which have inspired fields like continuous quality improvement, human factors, and the psychology of work.
Frank’s career began when he was just a bricklayer. He noticed that different workers had different methods for laying brick, and consequently had different efficiencies. There was even inconsistency in a person’s output on different days. Frank thought it would be good for business if every worker could complete a consistent amount of work each day, so he started studying workers’ motions. He saw that the difference in output could be traced to variation in how individuals picked up and placed bricks.7 To remedy the variation, Frank took mechanical drawing classes at night to develop and patent a “vertical scaffold” that held bricks at an easily accessible level. This reduced the number of motions required to pick up and place a brick. Seeing positive results from the vertical scaffold, Frank was convinced that there had to be a “one best way” to accomplish any task. All it would take to find the best way, he reasoned, was careful study of motion. By reducing the number of motions a worker has to complete, productivity goes up by default because the time it takes to complete a task goes down. Time and motion studies were officially born.
Understanding that reducing motions in work led to greater productivity, Frank and Lillian began doing time and motion studies. By carefully observing and capturing video footage of workers, the two were able to understand what motions were necessary (ergo, which were unnecessary). The Gilbreth’s partnered with office staff, assembly line workers, and construction workers alike to identify areas that could be simplified. They even placed clocks and a precise grid system in the background of videos to gather more information. Knowing the dimensions of the grid, they could estimate how far a worker’s hands and arms moved during an assembly process. With a good idea of how far someone was moving, they could deduce how long each motion should take. Then, during WWI, Frank developed a list of 17 “Therbligs8” (their last name reversed, except the T and H), which were the most basic motion elements. Motions like grasp, transport, reach, plan, use, assemble, inspect, etc. His work was used to help the Military speed up the assembly of rifles, theoretically saving lives in battle. Armed with information- what motion elements are necessary and how long they should take- the Gilbreth’s could then train employees how to minimize their wasted motions which increased their output.
Frank’s work, unfortunately, was stopped by a fatal heart attack in 1924. Lillian continued running their consulting firm, Gilbreth Inc, after his death. By combining motion studies, management and her understanding of psychology, she built the foundation for modern day ergonomics.9 Her early ergonomics work included redesigning tools, adjusting table and seat heights, and the placement of necessary materials. On top of that, Lillian had a long list of accomplishments, including developing the modern layout for kitchens, foot pedal trash cans, the circular work space, uniform heights for tables, adding shelves to refrigerator doors, and even modern wall light switches.10
Beyond designing and inventing things, Lillian was also an author, proponent of advancing access for disabled people, and contributed a great deal to the study of management theory. One of her books, The Psychology of Management, broke down different forms of management (Traditional, Transitory, and Scientific), established a foundation for measurement of worker output (early use of KPIs), and even defined incentives for worker motivation 11 (rewards vs punishments). Over 100 years later, her book still holds value for managers.
In her book, Traditional Management is defined as top down, military-esq, directive management. Basically, managers telling employees what to do. Transitory Management is a temporary form of management that one goes through on the way to becoming a Scientific Manager. It’s any combination of Traditional and Scientific Management. Finally, Scientific Management (according to her, separate from Taylor) operates according to known, formulated, and applied laws, trying new methods after one another to find the right path.10 Effectively, Scientific Management is about observing work, picking it apart down to the basic motions, then putting it back together with only the basic requirements. If that sounds a bit like militant micromanagement, that’s because, to a certain extent, it was.
Lillian, perceptive as she was, figured the only way to improve a set of tasks was by understanding it, measuring it, defining standards, and eliminating any motion that is not required to improve on the standards previously set. The amount of work that was possible by a single person in one day, a worker’s capacity, was one of the measurements needed to set standards for workers. Lillian recognized four ways to measure capacity, but only one mattered;
- What one thinks their own capacity is
- What one’s associates think their capacity is
- What a manager thinks ones capacity is
- What accurate measurement determines actual capacity to be
Only by taking accurate measurements of the work being done can one define a standard “level of work.” There can be no improvements made until a standard has been set. Once a standard was determined, incentivizing employees to change their methods was the next hurdle to get over. Lillian’s Psychology of Management was one of the earliests books to establish that profit sharing or increased wages were better motivating factors than threat of punishment. She observed that worker motivation was a function of incentives. Just telling someone what to do wouldn’t be enough to make lasting changes, workers needed incentives that aligned with their goals. The work done by Taylor and the Gilbreths was an inspiration to Taiichi Ohno, the creator of the Toyota Production System.
Toyota Motor Corporation
Arguably the most notable adopter of Industrial Engineering methods in modern history is Toyota Motor Corporation. Toyota has relied on IEs since the 1940s to improve everything from manufacturing processes to supply chains, inventory levels to facility design, sales to customer support. It’s no accident they’re the most dominant car producer in the world. They’ve had their trials and tribulations along the way, learned, and added to the knowledge base of IE in a big way. Taiichi Ohno and Shigeo Shingo, early employees at Toyota, were both IEs, leaders and creators of the Toyota Production System (TPS); a system of long term thinking and tactics for process improvement.
The Toyota Production System is fundamentally a philosophy for long term thinking. It’s a set of tools, methods, and principles and the precursor to Lean Manufacturing. One of the basic tenets is that management needs to base decisions on long term thinking, not short term financial goals. Additionally, TPS puts teamwork and people at the center of everything- people should be respected, built up through education and challenged (this was a huge improvement over Taylor’s micromanagement). Image 1 below is a visualization of TPS as a house. As displayed, TPS consists of a number of interlocking, complementary principles.
The two main principles (or pillars) of TPS are Just-in-time (JIT) production and Jidoka. The former means to make only what is necessary (no inventory), when it is needed, and only in the amount needed. The latter is a Japanese word meaning (loosley) autonomation combined with human touch.12 Together, these two ideas framed Ohno’s thought process around Toyota’s production lines and how to make them as efficient as possible. Their American automobile manufacturing counterparts traditionally assembled car parts in huge batches, leaving warehouses full of inventory that sat around, waiting to be needed. Ohno knew that wasn’t an option for Toyota due to the significant upfront cost of buying raw materials for production, only to have completed parts sit on a shelf. Oddly, his inspiration for a “just-in-time” approach to manufacturing came from supermarkets. In a supermarket, there is no inventory in the back- only what is on the shelves. There is only a certain amount of each item, and the item is only replenished after some has been removed from the shelf. Ohno brought that “pull” system to Toyota.
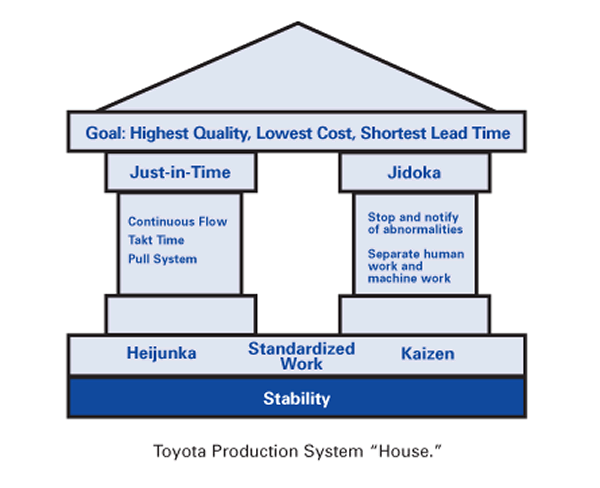
Additional principles that are fundamental to TPS are load-leveling (heijunka), standard metrics, continuous improvement (kaizen), teamwork, and genchi genbutsu. Heijunka is a concept of creating even work loads for different departments, machines, people or processes. By scheduling work in such a way that no one area becomes a bottleneck, a smooth process can be achieved. Standardized metrics, as dually noted by Taylor and the Gilbreths above, are required for making any kind of improvement. Continuous improvement is a long term commitment to criticizing and revising work methods to find better ways to work. That could mean safer, faster, higher quality, fewer breakdowns, cheaper, less stressful, or anything similar, depending on the work. Teamwork, in the context of TPS, is about utilizing everyone’s intellect and their insights. The machine operators knew their machines better than managers, ergo they should be involved in any relevant decisions. Lastly, genchi genbutsu is the idea that one needs to physically go and see what the problem is before trying to solve it. For Toyota, this meant that any problems with the assembly line needed to be solved on the line, not in a meeting room. In a more modern context, it might be viewing a user interact with your software product to understand the issue they’re having.
Author’s note- Continuous improvement (kaizen) isn’t a singular tool, rather a culture and attitude. It’s the philosophy of striving for perfection. It’s the most dominant theme in all of Industrial Engineering. It’s applicable in all areas of a business- customer service, hiring, managing, assembly operations, product upgrades, technology, sales, marketing, etc. The goal is to take an honest look at a process, evaluate what is value adding, non-value adding, eliminating what is wasteful, and revising steps as needed. CI is not a one time project. It is not hiring a consultant to implement a change, then moving on to something else. It’s a way of business that requires long term thinking. As demand changes and markets ebb and flow, new areas of improvement will emerge. According to Ohno, it is the job of everyone at a company to seek out new ways to make improvements.
Six Sigma
In 1986, an Engineer at Motorola, Bill Smith, brought to life the quality improvement methodology known as Six Sigma. The term six sigma came from statistics. It’s a reference to being within six standard deviations from the mean, + or – 3 sigmas (sigma is the greek letter that represents standards of deviation in statistics). Numerically, providing goods or services within that range means a defect rate of 3.4, per million opportunities, or a 99.9997% “success” rate. As an example, at an engine manufacturing company, that means only 3.4 engines out of a million produced can be defective, the rest must be “normal.” Six Sigma quickly gained popularity with fortune 500 companies because of huge cost savings at Motorola, General Electric, Johnson and Johnson, Bank of America and American Express.
Generally speaking, as a methodology, Six Sigma requires a specially trained group of people, known as belts, spend their time studying a focus area to find the root cause of quality issues with the intention of fixing the problem. There are different levels of belts, organized by color, just like in martial arts. The more experienced someone is, the higher their ranking with the top level being a master black belt. A Six Sigma project requires a master black belt to sponsor and be responsible for the success of the project. Once a team has been assembled, they focus their energy on one of two main methods of Six Sigma;13
DMAIC; Define, measure, analyze, improve, control→ used for the improvement of an existing process
DMADV; Define, measure, analyze, design, verify→ used when developing new products / processes
Like most problem solving approaches in engineering, the first step is definition. Without a clean idea of what problem is being solved, the solution will never be quite right. Both methods above require defining a single problem to solve. Included in the problem definition is the voice of the customer. Any business only exists because of paying customers and improving quality is for their sake. Spending time understanding what they value and how they define quality with respect to a product or service is a critical piece of problem definition.
Once there is agreement on what problem is being solved, a metric and measurement technique need to be created. Whether manufacturing a part to a certain tolerance, reducing wait times to a certain time limit, or fulfilling orders within a time limit, the metric needs to be established. Having a simple, repeatable way to track the metric is necessary as well. If the data being collected is unreliable, the solution will be unreliable.
After collecting data, various charting and statistical analyses can be used to determine what is causing problems. That could mean an analysis of variance (ANOVA), regression analysis, chi-square test, or scatter diagrams. For the purpose of this book, we’ll keep the focus on the high level methods rather than the mathematics. After performing an analysis of the gathered data, the two methods begin to drift.
In the DMAIC framework, the “improve” piece is where ideation and new process implementation happens. Using the data and its resulting analysis, the belts will come up with ways to improve performance based on the particular metrics. Once new methods have been implemented, making those methods normal is the final step. There is no sense in undergoing a big improvement project if the business is going to revert back to old ways of operating once the belts leave. Controlling the process might mean a new set of operating procedures, new technology, removing the tools used in the previous process, or similar.
In the DMADV framework, the “design” step is where the belts will use the data at their disposal to back into a design for a new process. Knowing what the desired metrics and outcome are, the belts will often develop models or small scale solutions to test their design and verify it works. Verification is going to involve more data collection and analysis as well. If the proposed solution does not solve the problem defined at the outset, the belts go back to the drawing board.
Six Sigma is not the direct product of an Industrial Engineer, but the idea of continuous improvement in quality can be traced back to the Gilbreths. They were firm believers in high quality output. Similarly, Toyota made it a point to engineer quality into their products. As we’ll see later in the book, there are numerous tools that are routinely used to measure and improve quality on behalf of the customer.
Lean
Built on the foundations of TPS, Lean is the more broadly applicable practice of removing waste from a system. The term lean was coined in a 1988 article titled Triumph of the Lean Production System, written by John Krafcik. 14 Lean, being a reference to having no fat, or nothing extra, is a methodology that aims to improve the output of a process by removing waste. In the context of lean, waste is defined as anything that consumes resources but does not contribute to value. Some examples of muda are correcting mistakes, waiting, tossing defective products, and unnecessary movement. Lean can be applied to an entire organization whereby certain departments are scrutinized for waste, it can be applied to product lines where the process for making the item gets simplified, or it can be applied to individual workers and their tasks. Lean was more formally defined in 1990 by James Womack and Daniel Jones as; “…a way to do more and more with less and less – less human effort, less equipment, less time, and less space – while coming closer and closer to providing customers exactly what they want.”15 Minimizing and eliminating non-value added activity is the primary focus of Lean.
Like TPS, there are guiding principles to Lean. The five primary Lean principles;
- Value- Define what the customer wants
- Value Stream- Identify where the value is added, challenge all process steps that do not add value
- Flow- The product should flow continuously through all steps, not start and stop multiple times
- Pull- subsequent steps should pull products from the preceding one
- Perfection- Management’s goal is to minimize the time and resources required to make what the customer desires
One of the primary distinctions between TPS and Lean is that any organization can become Lean- no other organization can become Toyota. Becoming a Lean organization, though, is not an overnight process. Truly becoming Lean takes 3-5 years, and will inevitably cause many headaches along the way. Lean transformations take time because everyone in the organization needs to be educated on what it means to be Lean, small projects need to happen and the results noted, a change agent needs to drive the projects, workers might need to be shuffled around or placed in new departments, and eventually a full time Lean position will need to be filled. Furthermore, there will be shakeups and regroupings of activities which will take time to adjust to. What’s the point then?
Becoming a Lean organization has a few big benefits. Lowered costs, higher quality, better customer service, and more resiliency. The lowered costs come by way of no longer producing anything that is unnecessary, thus no capital stays tied up in nonessential parts. Higher quality comes from the continuous focus on defining value through the eyes of the customer, and making adjustments to the product or service in response. The downstream effect of higher quality will be more satisfied customers as well. Lastly, Lean organizations that take seriously their commitment to long term thinking and continuous improvement tend to brace themselves for economic issues that may cause slow downs in their sales. Being prepared, either with cash on hand, a diverse product capability, or a highly valued product or service will increase a businesses chances of surviving unforeseen issues (obviously there are no guarantees, though).
Author’s note. This is very much an incomplete overview of Industrial Engineering history. The main takeaways for this are meant to be that the foundation of the field is rooted in observing what steps are taken to complete a process, analyzing them in great depth, and rebuilding the process with only the most crucial elements. Being able to imagine a new way to do work is only half the battle, though. Implementing process changes or creating an organization that learns over time takes a great deal of management expertise. The fields of IE and Management are tied very closely together. Thus, a brief history of management here.
Notes and sources
- Taylor, Frederick, Principles of Scientific Management (1911)
- This particular increase was due, in part, to Taylor specifically picking a “first class laborer.” That is, someone much more capable than an average worker.
- Taylor, Principles (1911)
- Perroni, Amadeo G., Taylor’s Pig Tale: A Historical Analysis of Frederick W. Taylor’s Pig-Iron Experiments in: Academy of Management Journal, 17 (March 1974), 6-27
- Lancaster, Jane Making time: Lillian Moller Gilbreth, A Life beyond Cheaper by the Dozen” (2004)
- Gilbreth’s PhD was withheld due to being out of the state and failing to meet a residency criteria.
- Sheldrake, John, The Gilbreths and Motion Study (2003)
- The full list of Therbligs; search, find, select, grasp, position, assemble, use, dissemble, inspect, transport (loaded), release load, transport (unloaded), wait (unavoidable delay), wait (avoidable delay), and rest.
- Lancaster, Making Time (2004)
- Graham, Laurel D, Domestic Efficiency: Lillian Gilbreth’s Scientific Management of Homemakers (1999)
- Gilbreth, Lillian, The Psychology of Management, (1914)
- Liker, Jeffrey, The Toyota Way (2003)
- Basala, Joseph, The Yellow Belt Memory Jogger, (2015)
- Krafcik, John, Triumph of the Lean Production System, Sloan Management Review (1988)
- Jones, Daniel, Womack, James, The Machine that Changed the World, (1990)
Interested in more Industrial Engineering tools? Sign up for a free email based course here.

Create a Hiring Process
However, hiring is difficult and time consuming. There are a dozen or more job boards in the US alone that are supposed to help connect employers and employees, but most of them send resumes into a blackhole. Over a hundred billion dollars (yes, billion, with a b) is spent each year on staffing and recruiting…

Better Decision Making Under Uncertainty
he reason being, algorithms to find optimal solutions rely on the expected value of the decision. It requires assigning a utility value, a dollar value, or some metric to a possible outcome then multiplying it by the probability of getting that outcome. In many cases, though, the expected value is itself uncertain

Smooth Out Operations, Create Flow
The ideal state of a system is that which consumes the least energy. In physics, that looks like the path of least resistance. In other domains, systems that require the least amount of input and resources have the most reliable output in the long run
Define Communication Processes
By stepping back from the discussion and listening to how people are forming their conclusions, better ideas will emerge. Finally, understanding how information is being interpreted differently will show you how to persuade someone to your point of view (or convince you theirs is correct).
Something went wrong. Please refresh the page and/or try again.
